A Bridge Too Far

A Bridge Too Far takes point of departure in the process of robotic incremental sheet metal forming. The research prototypes and tests methods for multi-scale modeling, for the purpose of informing other scales of design with the material implications of this fabrication process, and demonstrates their application to support bi-directional information flows in the design of a panelised, thin skinned metal structure.
Team: Paul Nicholas, Esben Clausen Nørgaard, Mateusz Zwierzycki, Scott Leinweber, Riccardo La Magna, Christoph Hutchinson
Collaborators: HALL Robotics, SICK Sensor Intelligence Denmark, KET Konstruktives Entwerfen und Tragwerken, Udk Berlin, Bollinger + Grohmann
Background
Thin panelised metallic skins play an important role in contemporary architecture, often as a non-structural cladding system. Strategically increasing the structural capacity – particularly the rigidity – of this cladding layer could offer significant savings for
secondary and primary structural systems, but requires a modeling approach that guards against instabilities due to buckling at three distinct scales: buckling of the structure, buckling within panel elements which have to carry compressive load, and also buckling and tearing that can occur during the sheet forming process itself. This deep entanglement of macro and micro necessitates a multi-scale perspective.


Robotic Incremental Sheet Forming
This project uses robotic incremental sheet forming to introduce rigidising and connection geometries into a panelised structure. The Incremental Sheet Forming (ISF) method imparts 3D form on a 2D sheet, directly informed by a 3D CAD model. A simple tool, applied from either one or two sides, facilitates mold-less forming by moving over the surface of a sheet to cause localized plastic deformation. In this research we have used a double sided robotic approach that supports forming out of plane in opposing directions.
Material Implications of Fabrication
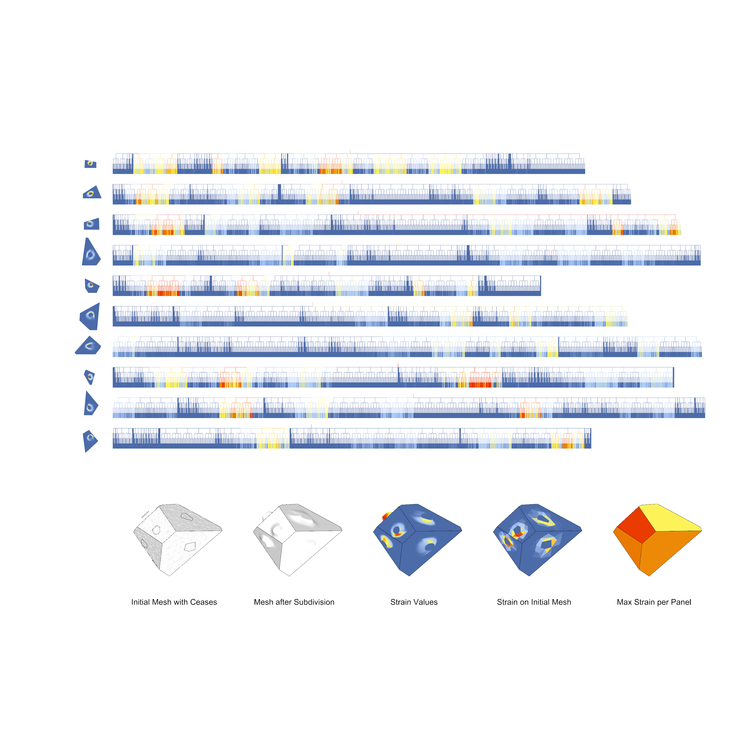
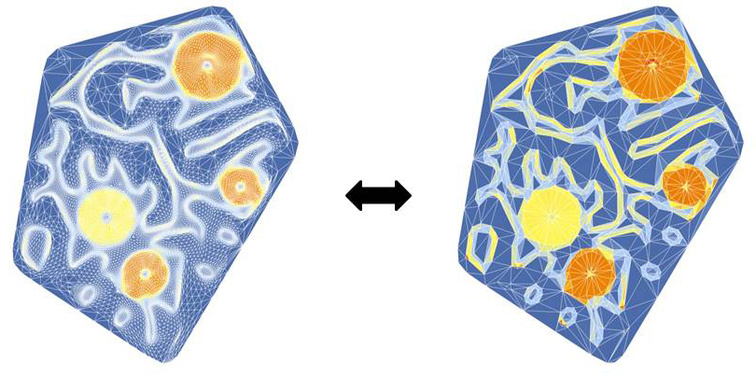
The ISF process supports forming operations that are both geometrically and materially transformative. Geometric features that locally stretch the sheet out of plane increase structural depth, prevent lines of bending, and also provide architectural opportunities for connection and surface expression.
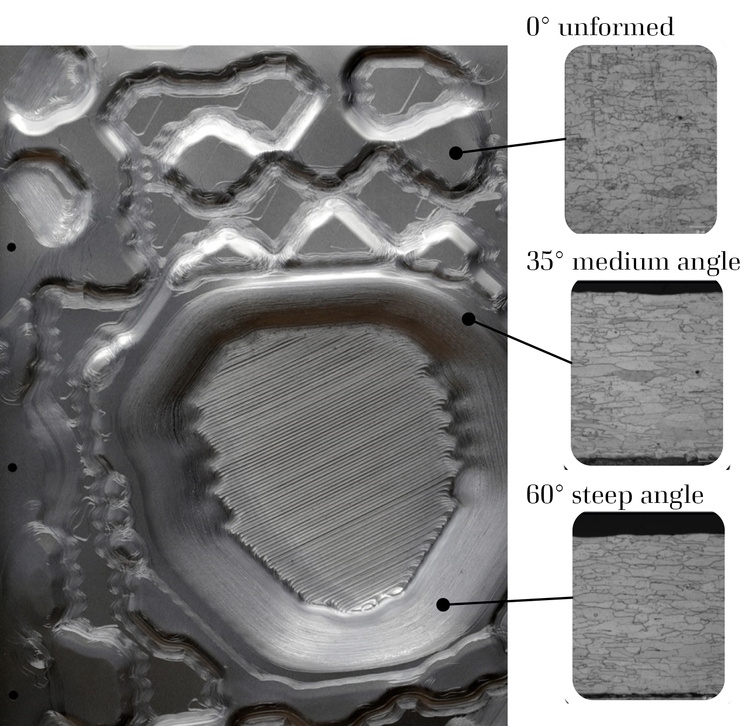
Depending on the geometric transformation, properties are locally introduced into the material to different degrees, according to the depth and angle attained. At the material scale, local thinning of the stretched metal can lead to buckling or tearing when approaching zero thickness. The metal also undergoes cold working during the fabrication process, introducing local variations in hardness and yield strength.
The choice of material for A Bridge Too Far was a negotiation between formability and yield strength to ensure a stable structure but not exceed the force capability our robotics setup. Aluminium 5005H14 was chosen as it provided a good balance between formability, forming speed, initial thickness and initial hardness.This choice of material also impacted the design, where the average wall angle of the rigidisation pattern and other geometries was increased from previous prototypes. Because AL5005-H14 is pre-hardened there is a non linear progression from annealing to work hardening during the forming process – forming at low wall angles softens the metal, while higher wall angles hardens it again.
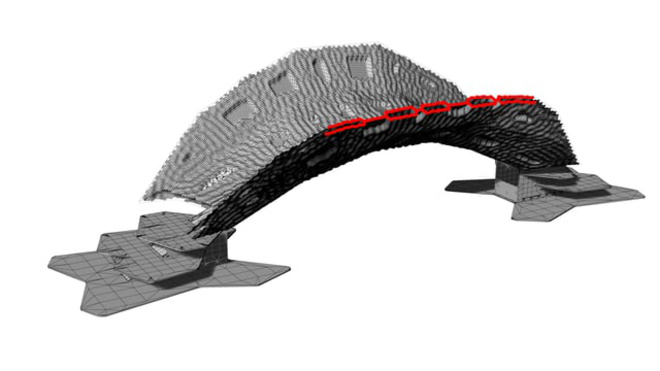
A Frameless Stressed Skin Structure
The ISF process is used to fabricate a frameless stressed skin structure. In this kind of structure, the skin is structurally active, bearing tensile, compressive and shear loads. In the design process, connecting information from the material scale the design of panels and the shape and perfomance of the entire structure is a central concern.
Multiscale Modelling
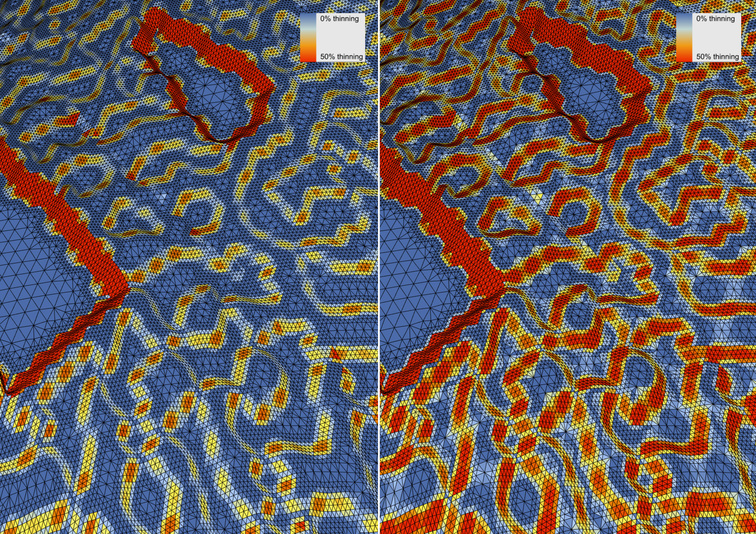
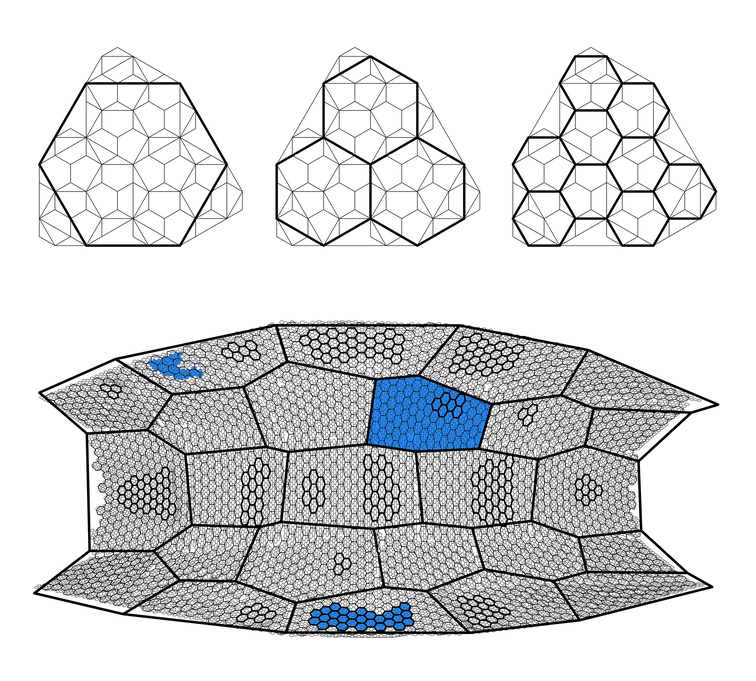
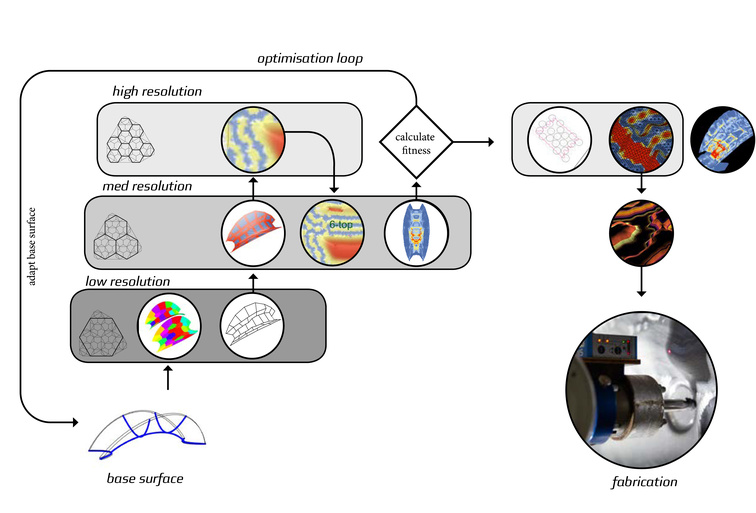
The computational design approach uses a data tree structure to allow different computational operations – including shape discretization, planarization, structural analysis, generation of rigidisation patterns, calculation of material properties, and optimization, to occur on the scale that is best suited or most efficient.
A particular class – the HNode Class – has been developed to connect these operations by creating and supporting bidirectional information transfer across a tree. This process happens at the lowest level of the tree, and is passed to a medium level resolution to inform structural analysis. An example of downstream data propagation is the distinction between panels and seams.
The bidirectional workflow ties multiple scales together in a consistent and manageable way. Ability to process and reference data in parallel to other levels makes an element on one level aware of information at any other level of the tree. This enables adaptation of any particular element based on higher or lower level information within an automated feedback loop, which includes fitness criteria from multiple scales of the model.

Adaptive Fabrication
Feedback is also included dynamically within the fabrication process. Forming tolerances vary across the sheet, and the complexity of underlying factors makes it impossible to completely account for this in advance.

To manage these forming tolerances in-process, we have linked laser scanning with adaptive robotic control. The connection points in the basin of each panel are formed last. Each point is scanned, and the depth of the connection cone adjusted accordingly. After forming, the base of each cone is scanned again,
Force Feedback
While tolerances could be adequately corrected for using the sensor-based strategy outlined above, this method did not provide any deeper understanding of the forming process and the resulting imprecisions. To establish meaningful input parameters for a machine learning algorithm, a load transducer was attached to the forming tool to register changing forces on the tool tip during the fabrication process. This data was used to identify the right type and amount of data for the training of a neural network as a material behaviour model.
Machine Learning to Minimise
The information gained from the force gauge readouts was overlaid with a 3d scan of the fabricated panels. This coupling of input and output parameters (local feature, distance to the edge, depth vs. formed shape) constitutes the input and output set for the supervised learning process. The training set is a set of randomly distributed fragments on the surface of the panel. Back-propagation based learning with a neural network was performed on a set of ~1600 sample heightmaps. The network is able to predict the resulting geometry (inclusive of expected deviation) based on an input heightmap of the target piece. With this neural network-based model, it is possible to predict the forming process result up front, and to connect this approach to a simple corrective model with multiple queries, the resulting panel surface can resemble the target much more precisely.
Further Research
Further research aims towards improved methods for adaptive fabrication, and will connect in-process measurement of force variance with computational methods for model proposition, prediction and adaptation.




Nicholas, P; Zwierzycki, M; Stasiuk, D. & Thomsen, M. (2016) Concepts and Methodologies for Multi-scale Modelling: a Mesh-based Approach for Bi-directional Information Flows. In proceedings of Association for Computer Aided Design in Architecture ACADIA 2016, University of Michigan Taubman College, Ann Arbor, Michigan, pp. 308-317
Nicholas, P; Zwierzycki, M; Stasiuk, D. & Thomsen, M. (2016) Adaptive Meshing for Bi-directional Information Flows. In proceedings of Advances in Architectural Geometry 2016, ETH Zurich, pp. 260-273