Complex Acoustic Panels
Contemporary concert halls employ custom digitally fabricated acoustic treatment which are mass-customised whereas in the past standardised products would have been used. These custom acoustic treatments display differentiated acoustic qualities including absorption, scattering and diffusion; also known as ‘hybrid surfaces’ due to their ability to perform within multiple acoustic criteria.
The ability to create aperiodic building elements using digital fabrication makes it possible to vary acoustic performance using different geometries and material compositions. These treatments are often integrated into the wall or ceiling, as opposed to being distinct features, which allows the treatment to blend in with the architectural style. However, because the treatments are custom made for the project they do not come with the necessary testing data which means we cannot accurately simulate the acoustics of a space in a digital model.

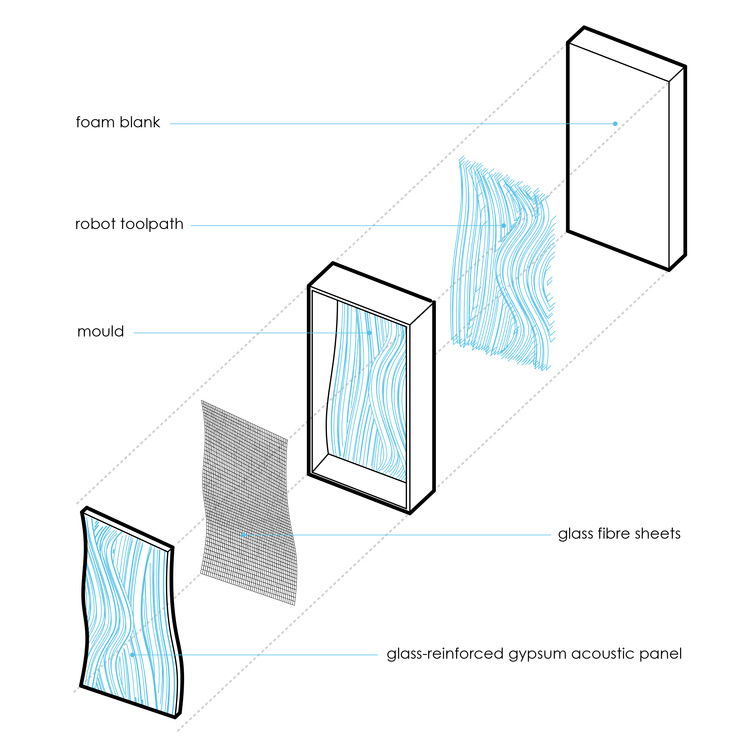
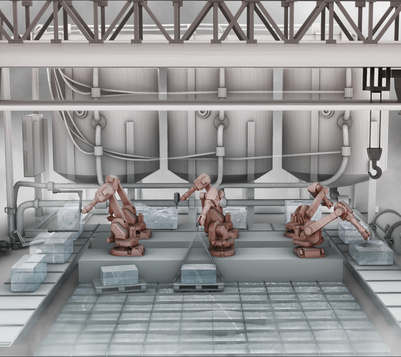
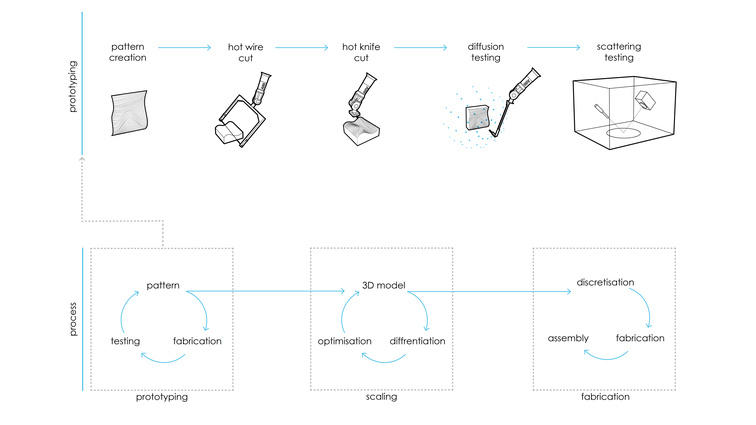
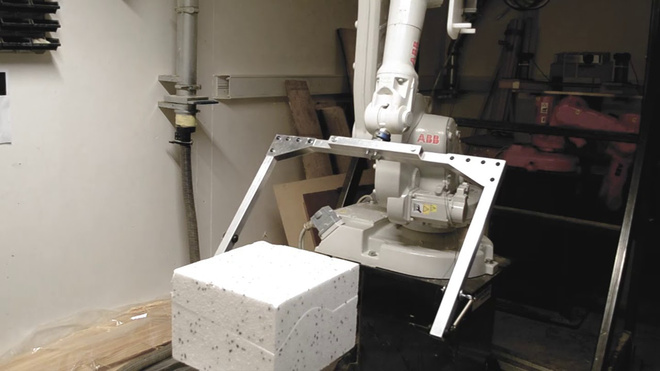
Tools for fabricating EPS formwork have been created including a large hot wire cutter tool and small hot knife tool as a robot arm end-effector. A two-step method has been employed which firstly uses a large hot wire cutter mounted to the robot arm to create the global surface plane, which is intended to direct specular reflections; then using a hot knife to carve out the local surface condition, which are intended to scatter sound.
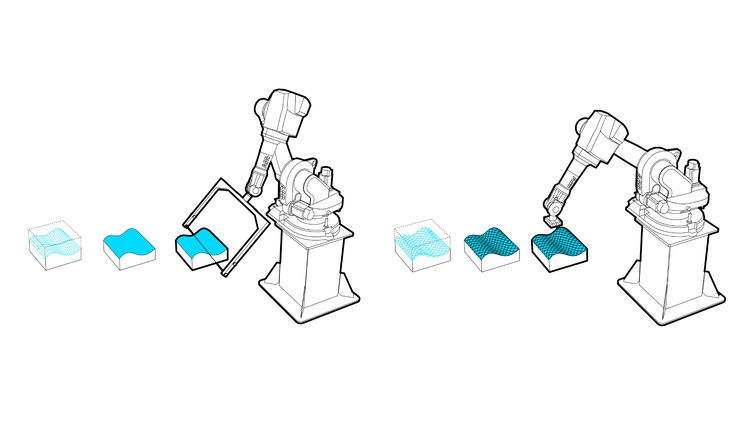
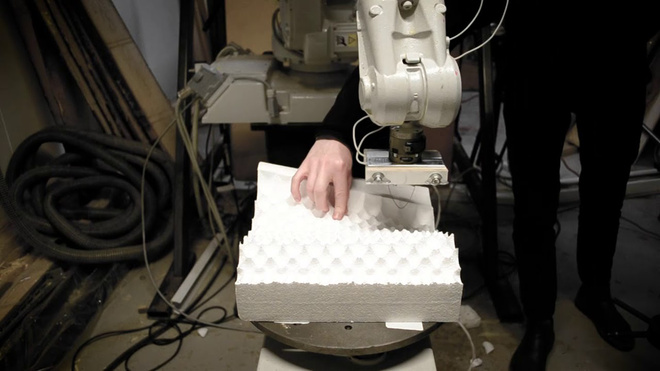
This fabrication method allows us to create free-form moulds much faster than CNC milling methods and the foam used to create the moulds can even be fully recycled. The interesting aspect of hot knife carving is the ability to use different shapes of rigid wire profile. After the EPS foam moulds have been created they are used as moulds to create panels from GRG.
When creating panels using robotic or CNC fabrication it is often necessary to test these panels in a specialised room such as a reverb or anechoic chamber with a specific testing apparatus, however access to this type of space and equipment is not always readily available. I propose that if multi-axis robotic fabrication are to be used in the fabrication process then why not take further advantage of this tool and use it to position a microphone to test the panel. This provides a more accessible way to test panels post fabrication and could help to create a closer loop between the fabrication and testing of acoustic panels.
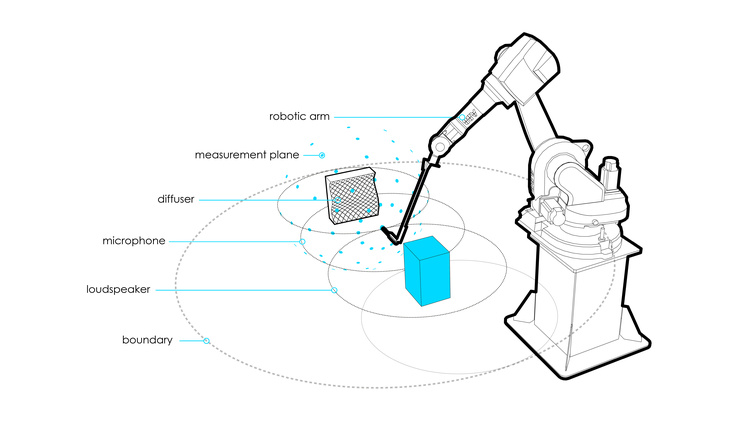
The diffusion coefficient tends to be used by diffuser designers to define the quality of diffusion. A method for testing the diffusion coefficient is outlined in ISO 17497-2:2012, requiring up to 37 microphones arranged in either a semi-circle for 2D measurements and a rotating arc for 3D measurments. A tool for attaching an acoustic testing microphone to the robot arm has been fabricated. The tool is used to take measurements in 3D along a hemispherical toolpath. This testing method uses the standards for performing the test in a non-anechoic room. The use of a robotic arm means that multiple microphones are not required as a single microphone can be positioned by the robot. Robotic goniometers have been used in thermal imaging tests, but never in acoustics, so this is a novel testing method developed for this project.
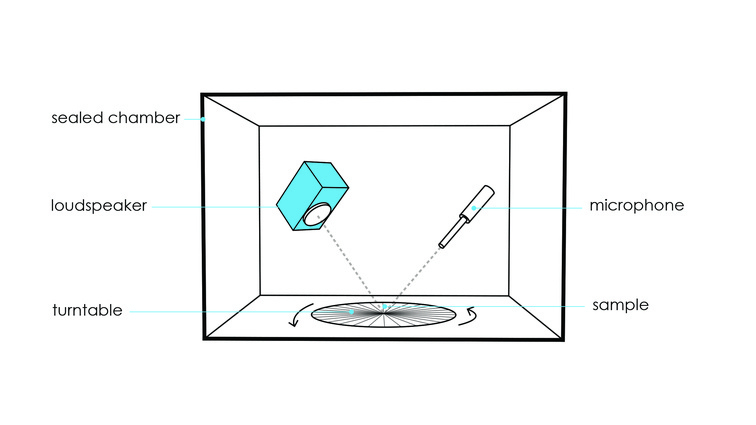
The scattering coefficient describes how much sound a surface scatters compared with used for acoustic simulation. A testing method for the scattering coefficient of panels is outlined in ISO 17497-1:2004 requiring a reverberation chamber. The panel is rotated on a turntable and at each angle an acoustic measurement is taken so that all directions of the panel are tested.


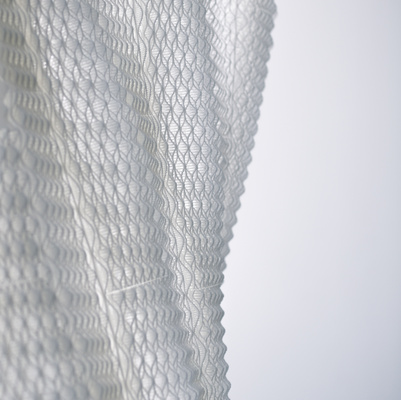
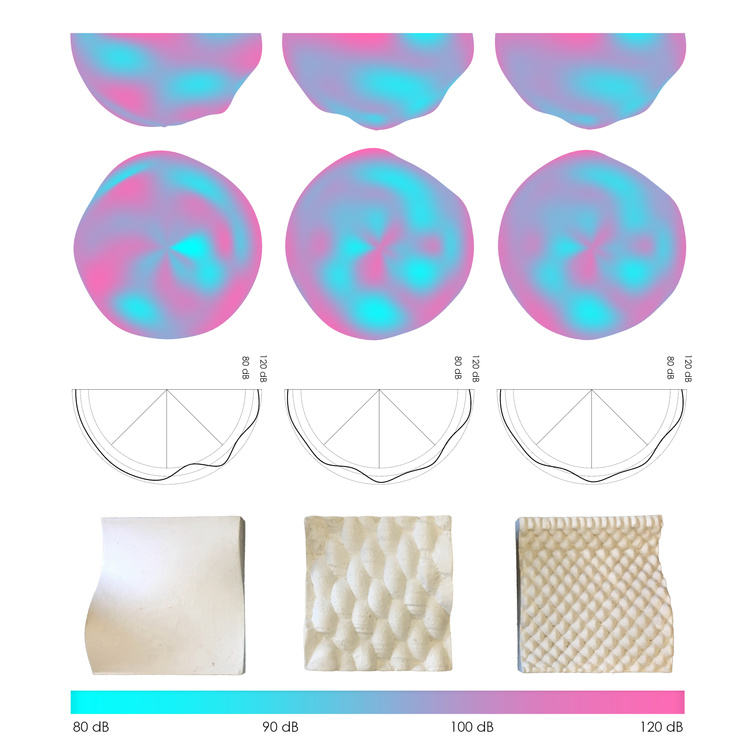
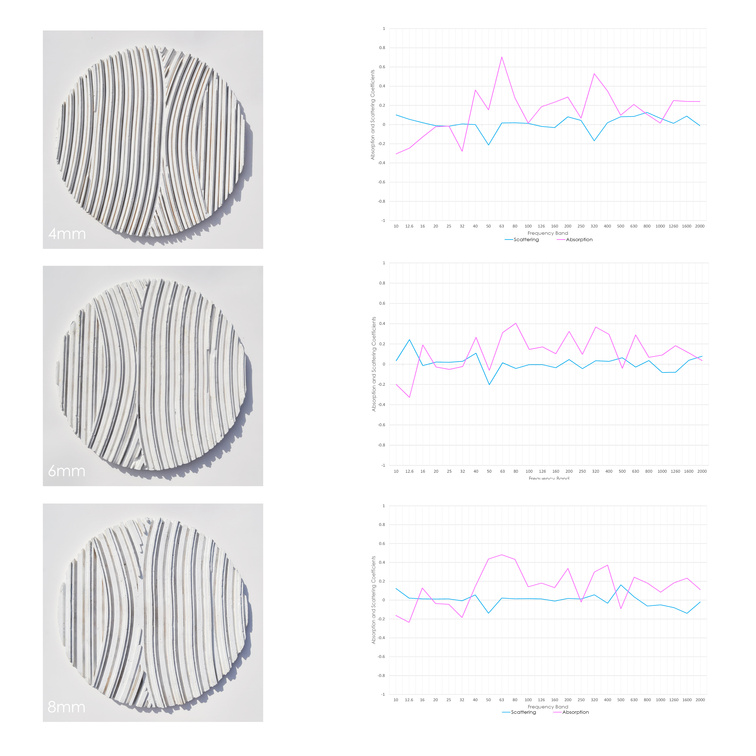
Three different panels were designed with 4mm, 6mm and 8mm well widths. Their widths are significant because thinner well widths increase higher frequency diffusion when a sound bounces normal to the surface; if the sound bounces at an angle then wider well widths have increased higher frequency diffusion. In the case of a concert hall, the performance of the panel might change based on its location in relation to the sound source.
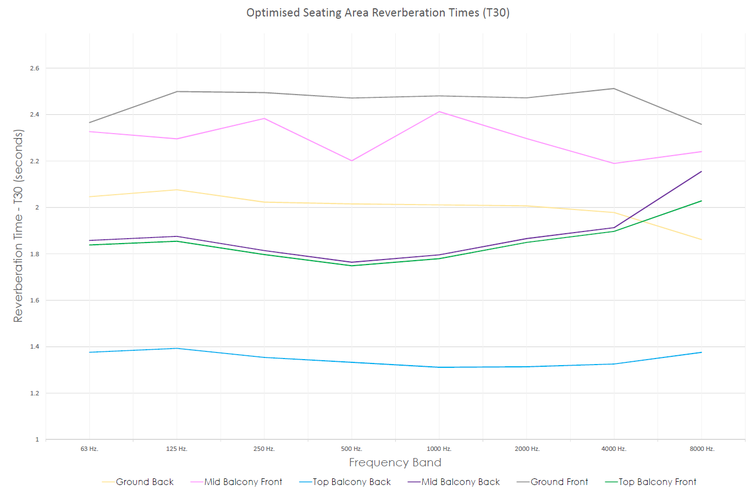
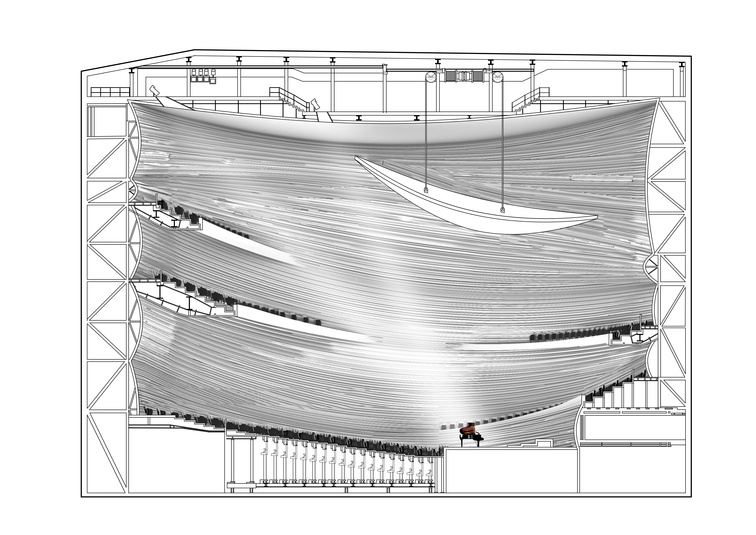
The convexity of the side wall treatments in the concert hall has been optimized using a genetic algorithm. The simulation used a raytracing method with 25,000 rays in order to track most of the possible directions a sound might travel.The performance criteria for the algorithm is the reverberation time (T30) at 7 key audience locations. The goal for the algorithm was to get a 2 second reverberation time at these locations, which is considered optimal for a concert hall.
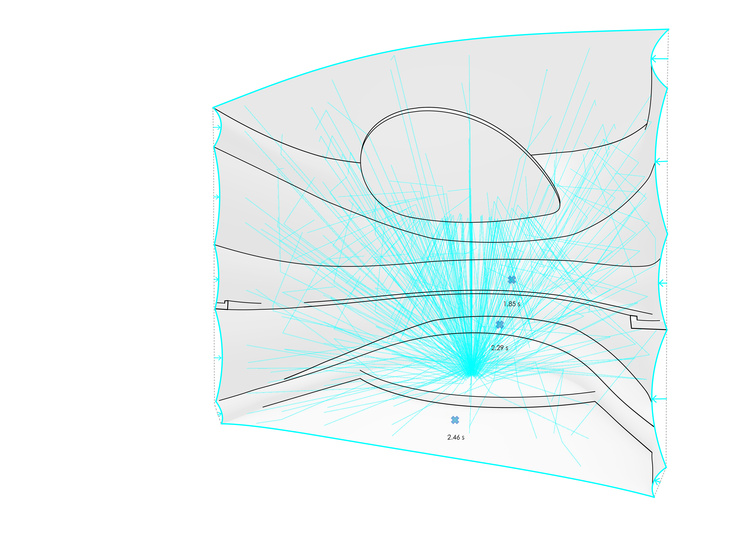
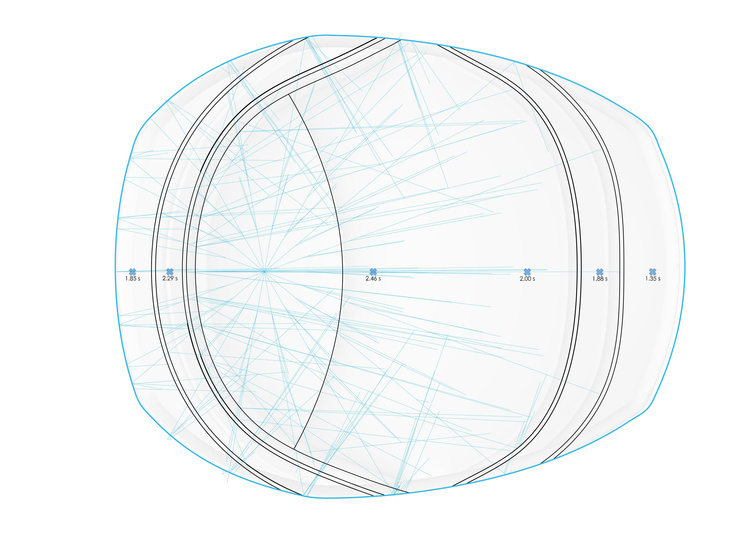
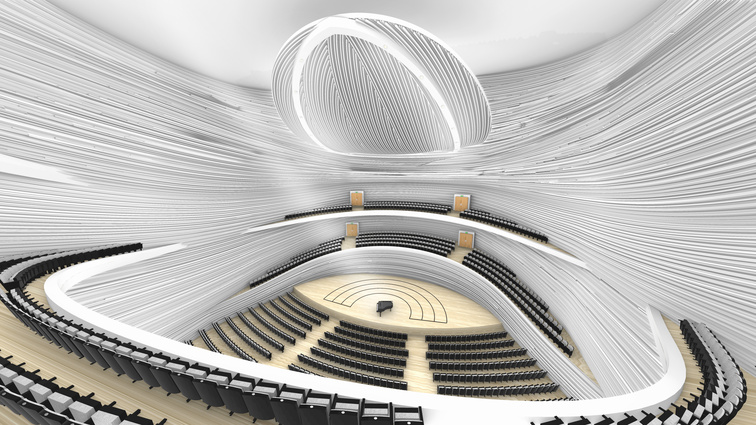
A concert hall has been designed to demonstrate the process of designing a mass-customised acoustic treatment working at scale. The concert hall features 1400 seats across 6 different seating areas.

To demonstrate how a panel for the concert hall would be fabricated, a full scale prototype was created. The formwork is created using the hot wire cutter and hot knife tools. Then the formwork was cast with a gypsum and glassfiber mixture. At scale the glassfibers give the panel a greater shear strength and allow much thinner build depths of panel.